
3ویژگی یخدان های دسته دار
آذر 27, 1400
قیمت یخدان مسافرتی
بهمن 20, 1400
قالب تزریقی چیست؟
قالب تزریقی یکی از فاکتور های تاثیر گذار در تزریق پلاستیک می باشد. اگر می خواهید فرایندتان در تزریق پلاستیک موفق باشد و قطعات با کیفیتی تولید کنید. شما تنها به یک قالب تزریق پلاستیک نیاز دارید، زیرا مواد اولیه مناسب کفایت نمی کند. ما در این مقاله به آموزش قالب سازی می پردازیم.
در ابتدا شما به یک قالب خوب و با کیفیت بالا نیازدارید و گرنه وجود همه این عناصر به تنهایی نمی توانند کار شما را تضمین نمایند. بنابراین قالب در فرآیند تزریق پلاستیک، از عناصر اساسی است.
اجزای قالب تزریق
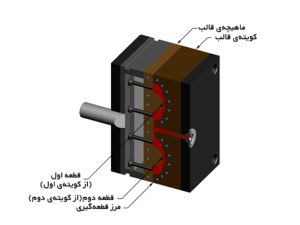
قالب ها از دو نیمه اصلی تشکیل می شوند به نام نیمه تزریق و نیمه پران هر دو نیمه هر دو نیمهی قالب درون دستگاه تزریق پلاستیک جاسازی شده ولی تنها نیمهٔ انتهاییِ قالب قادر به حرکت میباشد. در نتیجه، دو نیمهی قالب میتوانند از یکدیگر فاصله گرفته و یا به یکدیگر متصل شوند.
خط تماس دو نیمهی قالب اصطلاحاً مرز قطعهگیری (محل برخورد دو نیمهی قالب با یکدیگر) نامیده میشود. دو مؤلفهی اصلی هر قالب، هسته یا اصطلاحاً ماهیچه و حفره یا کویتهی قالب میباشند.
زمانی که قالب بسته است، فاصله بین ماهیچه و کویتهٔ قالب محل شکلگیری قطعهٔ موردنظر (که سپس با مواد مذاب پر میگردد) را تشکیل میدهد.
با توجه به این موضوع، قالبهای چند کویته گاهاً برای شکلگیری چند قطعه به طور همزمان مورد استفاده قرار میگیرند.
هواگیری قالب
هوای درون قالب میتواند از طریق دریچههای هوای تعبیه شود در مرز قطعهگیری قالب به بیرون از آن منتقل بشود. در صورتی که این هوای محبوس خارج نشود،توسط فشاری که وارد می شود از سمت مواد جاری در راهگاه فشرده و در نتیجه در گوشهی کویته محبوس میگردد. در پی آن، هوای محبوس از نفوذ مواد به قالب جلوگیری کرده و نقوصی را نیز به همراه خواهد داشت. به علاوه، فشردگی هوای محبوس میتواند به میزانی باشد که موجب داغ کردن و سوزاندن مواد مذاب اطرف شود.
خارجسازی قطعه از قالب
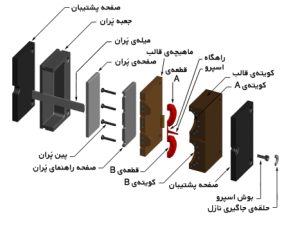
همانطور که قبل تر عرض شد، نیمهی پشتی قالب به نام نیمهی پَران شناخته میشود. دلیل این نامگذاری به علت عملکرد آن در خروج قطعه از قالب است. این نیمه شامل سیستم پَران (که ماهیچهی قالب به آن متصل میشود) و صفحهی پشتیبان میباشد. سیستم پَران در حقیقت متشکل از صفحه، جعبه و پینهای پَران است.
زمانی که واحد گیرهٔ دستگاه تزریق دو نیمهی قالب را از یکدیگر جدا میسازد، میلهی پَران، سیستم پَران را فعال میکند.
کانالهای قالب
ابتدا مواد رزین پلاستیک از طریق اسپرو وارد قالب میشود. وظیفهٔ بوش اسپرو (حلقهی جاگیری) محکم نگاه داشتن قالب در مقابل نازل سیلندر تزریق است تا مواد مذاب بدین وسیله از سیلندر به قالب وارد شود. بوش اسپرو مواد مذاب را از طریق کانالهایی که در سطح صفحات A و B ایجاد گردیدهاند به سوی کویته هدایت میکند.

اسپرو
مواد مذاب میتواند از میان کانالهای ذکر شده به گردش درآید و لذا گاهاً بر این کانالها Runner یا راهگاه نیز اطلاق میگردد. پس از گردش از میان راهگاه، مواد مذاب از گیت یا گیتهای ویژهی طراحی شده عبور و نهایتاً جهت شکلگیری قطعه تزریقی به فضای کویته وارد میشود.
مقدار رزین موردنیاز جهت پر کردن اسپرو، راهگاه و کویتهی قالب اصطلاحاً شات خوانده میشود. طبیعتاً مواد مذابی که درون راهگاهها سرد میشوند، در هنگام خروج قطعه از قالب، به بدنهٔ اصلی قطعه متصلاند و لذا میبایست از آن جدا گردند.
اجزای قالب پلاستیکی
اجزای قالب پلاستیکی
قالبها متشکل از دو نیمهٔ اصلی میباشند: صفحه A – صفحه B
هر دو نیمهٔ قالب درون دستگاه تزریق پلاستیک جاسازی شده ولی تنها یکی از نیمهها توانایی جابجا شدن دارد که شرایط را برای باز و بسته شدن قالب فراهم میکند در نتیجه، دو نیمهٔ قالب میتوانند از یکدیگر فاصله گرفته یا به یکدیگر متصل شوند. خط تماس دو نیمه را مرز قطعهگیری نامیده میشود.
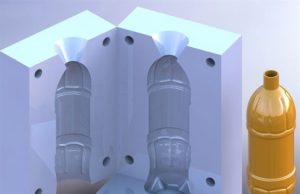
دو فاکتور اصلی هر قالب، هسته و کویتهٔ قالب میباشند. زمانی که قالب بستهاست، فاصله بین هسته و کویتهٔ قالب محل شکلگیری قطعهٔ موردنظر را تشکیل میدهد. با توجه به این موضوع، از قالبهای دارای چند کویته میتوان برای تولید همزمان چندین قطعهٔ مشابه یا متفاوت استفاده کرد که به نوبهٔ خود نقش به سزایی در افزایش سرعت تولید مطلوب خواهد داشت.



{kind=link}